1. Introduction to Progressive Dies
A progressive die is a type of tooling used in high-volume production to perform multiple cutting, bending, and forming operations in a single press cycle. The die consists of a series of stations, each performing a specific operation, and the sheet metal strip moves progressively through these stations with each stroke of the press.
Definition:
A progressive die is a multi-station tool where workpieces are simultaneously punched, pierced, bent, or formed at different stages as the strip advances through the die.
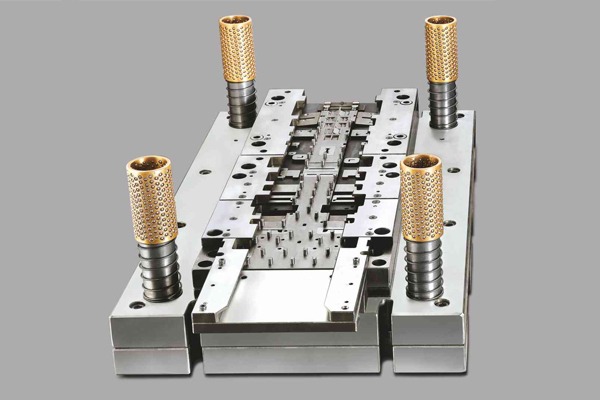
2. Key Components of a Progressive Die
Die Block – Contains cavities for cutting/forming.
Punch Plate – Holds punches aligned with the die cavities.
Punches – Perform piercing, cutting, or forming actions.
Stripper Plate – Removes scrap or workpieces from punches.
Guide Pins – Ensure alignment between upper and lower halves.
Pilots – Guide the strip accurately at each stage.
Stock Strip (Material Strip) – Metal strip fed into the die.
Feed Mechanism – Automatically moves the strip to the next station.
3. Progressive Die Design Process
Step-by-Step Design Flow:
Understand Product Requirements:
Analyze part drawing and tolerances.
Determine material type and thickness.
Strip Layout Design:
Determine number of stations.
Optimize material usage and minimize scrap.
Design pitch (distance between stations).
Die Set Configuration:
Define die size, alignment features, and fastening method.
Station Design:
Assign operations per station (e.g., blanking, piercing, forming).
Ensure logical progression and proper sequencing.
Punch and Die Clearance Calculation:
Based on material type and thickness to ensure clean cuts.
Component Design:
Design punches, dies, strippers, pilots, etc.
Incorporate standard parts where possible.
Simulation and Validation:
Use CAD/CAE tools to simulate strip progression.
Check for interferences, stress, and wear.
Tool Manufacturing and Testing:
Machining, assembly, and tryout.
Adjustments based on test results.
4. Advantages of Progressive Dies
High Productivity: Multiple operations in one stroke.
Reduced Labor Costs: Automation minimizes manual intervention.
Consistent Quality: Accurate and repeatable results.
Material Efficiency: Optimized strip layout reduces waste.
Lower Per-Part Cost: Ideal for mass production.
5. Applications of Progressive Dies
Progressive dies are widely used in industries requiring high-volume, precision-stamped parts. Common applications include:
Automotive: Brackets, connectors, clips, bushings.
Electronics: Terminals, lead frames, contact pins.
Appliances: Sheet metal housings, covers, fasteners.
Aerospace: Lightweight metal components.
Medical Devices: Small intricate metal parts.
6. Considerations in Progressive Die Design
Material Type: Affects tooling life and clearance values.
Press Compatibility: Die must match press tonnage and bed size.
Part Complexity: Influences the number of stations.
Maintenance: Tool design should allow easy maintenance and part replacement.
Safety Features: Include sensors or guards for operator safety.
7. Challenges and Solutions
| Challenge | Solution |
|---|---|
| Tool wear and tear | Use high-quality tool steel and coatings |
| Strip misalignment | Use precision pilots and guides |
| Burr formation | Optimize clearance and tool sharpness |
| Scrap handling | Integrate scrap cutting and disposal mechanisms |
| Die breakage during forming | Simulate forming and apply stress analysis |